<<<Anterior
CAPITULO 4
I.- ESTUDIO DE GESTIÓN AMBIENTAL EN UNA EMPRESA DE CURTIEMBRE
1.- ANTECEDENTES GENERALES
El siguiente documento es un estudio del Proceso de Curtiembre y su impacto en el medio ambiente.
2.- OBJETIVOS DEL ESTUDIO
El objetivo de este estudio es demostrar la aplicabilidad de la norma ISO 14000 en la Industria del Cuero. Su utilidad, alcances y ventajas enmarcadas en un proceso de Gestión Ambiental altamente competitivo y su vez amigable con el medio ambiente. El Estudio muestra cómo puede alcanzarse un alto estándar de productividad aplicando en las empresas del rubro del cuero la norma de gestión ambiental ISO 14000.
2.A.- PROCESO PRODUCTIVO
El proceso de curtido, en general, se puede dividir en tres etapas principales: ribera, curtido y terminación. Existen algunas variaciones según sea el tipo de piel, la tecnología disponible y las características finales a conseguir en el cuero. Las principales sub-etapas de ribera y curtido se realizan en grandes recipientes cilíndricos de madera llamados fulones. A estos recipientes se ingresan los cueros, el agua y los reactivos químicos necesarios, mientras que las subetapas de terminación ocupan equipos de acondicionamiento físico en seco.
DIAGRAMA DEL PROCESO DE CURTIDO CON CROMO

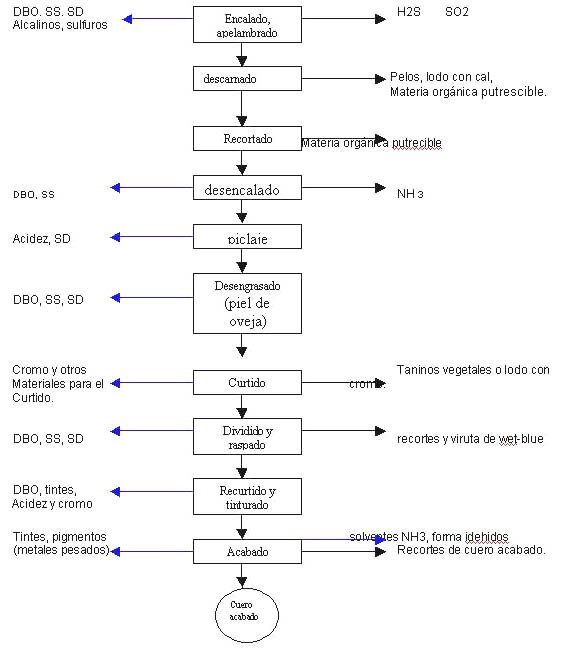
DBO: Demanda biológica de oxígeno
SS: Sólidos suspendidos
SD: Sales Disueltas |
DESCRIPCIÓN DEL PROCESO PRODUCTIVO
a) Ribera
Almacenamiento y recorte de las pieles:
Una vez separada la piel de la carne del animal, se procede a recortar la piel de las patas, cola, cabeza y genitales, según un procedimiento estándar. Luego la piel se somete a un procedimiento de conservación para evitar su degradación biológica. Los procedimientos más usados son el secado al aire y el salado con sal común. También se incluye el uso de productos químicos para evitar el ataque de insectos a la piel.
Remojo y lavado:
Las pieles se limpian con agua y detergentes de toda materia extraña como tierra, sangre, estiércol, etc. En el caso de las pieles saladas se debe, además, eliminar la mayor parte de la sal proveniente de la conservación. Esta etapa también contribuye a devolverle a la piel la humedad perdida.
Pelambre y encalado:
Para eliminar el pelo presente en el cuero, éste se somete a un ataque químico con cal (encalado) y con sulfuro de sodio, o un ataque enzimático, mediante proteasas, en solución acuosa. A veces se agrega algún agente coadyuvante del proceso de pelambre como: agentes tensoactivos, humectantes, aminas, etc.
Descarnado:
En esta etapa se elimina de la piel, mediante cuchillas, el tejido subcutáneo (restos de músculos y nervios), las grasas o cualquier otro elemento indeseado.
Depilado y dividido:
El depilado no se realiza, cuando en el pelambre se trabaja con baños con alta concentración de sulfuro y buena agitación mecánica, pues con este procedimiento y un buen enjuague se elimina prácticamente todo el pelo de la piel. En el dividido se corta la piel depilada por la mitad de su espesor para producir dos capas. El dividido también se puede realizar después del curtido.
b) Curtido
Desencalado:
Esta etapa se ocupa de eliminar la cal y productos alcalinos del interior del cuero. Para este procedimiento se usan disoluciones acuosas de ácidos para neutralizar la piel, eliminando la cal y los productos alcalinos formados, como ácido clorhídrico, sulfúrico, fórmico, etc.
Rendido (purga):
Es un proceso enzimático que permite un aflojamiento y ligera peptización de la estructura del colágeno, al mismo tiempo que limpia la piel de restos de proteínas, pelo y grasa que hayan quedado de los procesos anteriores. Se usan enzimas proteasas absorbidas sobre aserrín de madera y agentes desencalantes (cloruro de amonio). El rendido se puede realizar en los mismos recipientes de encalado o en uno distinto.
Piquelado:
Se utiliza en el curtido con cromo, con el fin de eliminar totalmente el álcali que queda en la piel. En este proceso se acidifica la piel lo suficiente, de manera que se evite la precipitación de sales de cromo insoluble en las fibras del cuero durante el curtido. Se usan sales como: cloruro y sulfato de sodio y ácidos como: sulfúrico y fórmico.
Desengrasado:
Se realiza en el curtido de pieles lanares, ya que estas poseen un alto contenido de grasa. Se puede realizar con agentes tensoactivos (jabones sódicos, detergentes sintéticos) o con disolventes orgánicos (kerosene, percloroetileno).
Curtido:
El curtido es la transformación de la piel en el cuero comercial, a través de un proceso de fijación del agente de curtiembre sobre la piel, en fulones durante un tiempo determinado. El tiempo de curtido dependerá del tipo de producto a obtener, el agente de curtiembre y el proceso en sí. Posteriormente el cuero se lava para eliminar el exceso de curtiembre y luego se seca. Los agentes de curtido más usados son las sales de cromo y los curtientes naturales (taninos).
Engrase:
Para obtener un cuero más suave y flexible se adicionan por impregnación aceites vegetales y animales, modificados o no y aceites minerales.
Recurtido:
Consiste en el tratamiento del cuero curtido con uno o más productos químicos con el objeto de obtener un cuero más lleno, con mejor resistencia al agua, mayor blandura o para favorecer la igualación de tintura que no se han podido obtener con la sola curtición convencional. Agentes recurtientes son: sales de cromo, recurtientes naturales y/o artificiales.
Teñido:
Las pieles recurtidas son teñidas en fulones mediante colorantes ácidos o básicos.
c) Terminación
El cuero teñido y seco pasa por varias sub-etapas de acabado, los cuales le dan la presentación deseada según sea el tipo de producto final. Por ejemplo, los cueros son raspados, ablandados, estirados, planchados, pintados, lacados, etc.
3.- SITUACIÓN AMBIENTAL DEL SECTOR
Las Curtiembres hacen uso intensivo de agua en sus procesos, principalmente en la ribera y el curtido. Además, utiliza en los procesos importantes cantidades de reactivos químicos, destacando el uso de cloruro de sodio, sulfuro de sodio, cal, sales de cromo y solventes.
Por otro lado, es de destacar que cerca del 60% del peso de las pieles que ingresa a la curtiembre son eliminadas como residuo, ya sea en las aguas residuales o con los residuos sólidos.
A.- RESIDUOS LÍQUIDOS
Fuentes y Caracterización
En general la carga de material contaminante en los efluentes líquidos de las curtiembres, es producto de la materia prima utilizada y de los insumos químicos. A lo anterior se suma el hecho que el proceso de una curtiembre es intensivo en el uso de agua, estimándose que el consumo de agua puede variar entre 25 y 80 litros por kilogramo de piel.
Por otro lado, algunas etapas del proceso generan contaminantes específicos. Por ejemplo, la etapa de pelambre genera RILes con gran cantidad de sólidos biodegradables, sulfuro y alcalinidad, mientras que la etapa de curtido produce RILes con alto contenido de cromo y fibras de cuero.
Impacto al ambiente
Las aguas residuales de la industria de curtido tienen altas concentraciones de materia orgánica, compuestos de nitrógeno, sulfuros, pH elevado, sólidos suspendidos y compuestos de cromo. La alta carga de materia orgánica provoca la creación de condiciones anaerobias de biodegradación, debido al elevado consumo de oxígeno disuelto. Estas condiciones, además de afectar la vida acuática, favorecen la producción de algunos gases nocivos como el hidrógeno sulfurado, dióxido de carbono y metano. Algunos residuos líquidos poseen alto valor de pH (entre 9 y 11) y sulfatos. Estos residuos cuando son descargados directamente al sistema de alcantarillado producen corrosión en las cañerías de cemento. Por otro lado, la presencia en los efluentes de compuestos sulfurados puede provocar la producción de sulfuro de hidrógeno gaseoso, al mezclarse este efluente alcalino con otros efluentes ácidos o neutros en el alcantarillado.
B.- RESIDUOS SÓLIDOS
Fuentes y caracterización
Los residuos sólidos se generan principalmente en las etapas de descarnado, recorte de pieles, raspado y lijado de los cueros. Los residuos del descarnado son principalmente grasas y tejidos biodegradables.
Por otro lado, los residuos sólidos de otras etapas del proceso son, principalmente, cuero curtido en la forma de pedazos, viruta y polvo. Estos residuos se van acumulando junto a las máquinas de corte, raspado y lijado y son almacenados generalmente en tambores metálicos. Los desechos sólidos son retirados semanalmente por empresas contratistas que los envían a los vertederos municipales o son vendidos a empresas que producen cuero conglomerado.
Se estima que cerca del 60% en peso de la piel bruta se elimina como residuo en la industria de curtido. Además, cerca del 15% del peso total de la piel se descarga en las aguas residuales principalmente en la forma de grasas, pelo degradado y fibras. Estos últimos son los responsables del lodo generado en aquellas empresas que poseen una planta de tratamiento de residuos líquidos. Los lodos, previamente secados, también se envían a vertederos municipales o privados.
Impacto al ambiente
Los residuos sólidos provienen principalmente de dos fuentes: de los sólidos suspendidos y sedimentables presentes en las descargas de líquidos y de los restos de pieles y cueros recortados del proceso.
Los primeros tienden a sedimentar y depositarse en los cursos acuáticos donde se descargan o en las cañerías de desagüe, creando condiciones anaeróbicas de biodegradación con el consiguiente consumo excesivo del oxígeno disuelto en el agua y la formación de compuestos de muy mal olor.
Los restos de pieles y cuero son enviados a sitios de disposición final, donde por ser altamente degradables provocan olores molestos. Además de contener sustancias químicas tóxicas que pueden infiltrar en tierra o a aguas subterráneas.
C.- EMISIONES ATMOSFÉRICAS
Fuentes y caracterización
En la industria de curtiembres las emisiones gaseosas pueden clasificarse en dos grupos: olores y vapores de solventes provenientes de las operaciones de acabado.
Los malos olores provienen de un pobre control de las operaciones anteriores a la operación de curtido, por: un control deficiente de la limpieza de equipos y recipientes, de los canales de drenaje, pozos de sedimentación y residuos acumulados en algún lugar, producto de la descomposición orgánica. La disminución de los malos olores es solo cuestión de un buen mantenimiento operacional, más que de la tecnología en uso.
Por otro lado, los vapores de solventes usados en la etapa de acabado de cueros dependen del tipo de producto químico empleado y de las medidas implementadas para reducir su emisión.
Impacto al ambiente
Las emisiones a la atmósfera son causadas principalmente por la producción de olores desagradables de los lugares de almacenamiento de residuos sólidos biodegradables y la mezcla de efluentes con contenido de sulfuro.
Estos olores desagradables pueden afectar incluso a las áreas residenciales ubicadas cerca de las plantas de curtido.
También el uso de pinturas y lacas diluidas en solventes orgánicos puede provocar problemas a la salud de los trabajadores que operan en esta área, cuando existe poca ventilación.
4.- OPCIONES DE PREVENCIÓN DE LA CONTAMINACIÓN
Las opciones de gestión ambiental se pueden jerarquizar según el grado de facilidad para su implementación y los costos asociados. Es así como la más alta prioridad se le asigna a la prevención de la contaminación a través de la reducción en la fuente y el re-uso o reciclaje.
La prevención o reciclaje en la fuente disminuyen o eliminan la necesidad de reciclaje fuera de la planta o el tratamiento de los residuos y posterior disposición. La reducción de residuos es siempre más barata que la recolección, tratamiento y disposición de los mismos. También permite disminuir los riesgos ambientales para los trabajadores, la comunidad y el ambiente.
OPORTUNIDADES PARA PREVENIR LA CONTAMINACIÓN
A.- BUENAS PRÁCTICAS
-
Capacitación permanente de operadores en seguridad industrial, salud ocupacional y en el proceso.
-
Mantención preventiva de equipos e instalaciones
-
Segregación de corrientes de residuos y efluentes
-
Ahorro de agua, e insumos; control de pérdidas por derrames y puntos de fuga.
-
Modificación de procedimientos de trabajo obsoletos y poco eficientes
-
Revisión de productos químicos tóxicos para evitar el innecesario sobre-uso
-
Aseguramiento del control de calidad de productos químicos y colorantes que ingresen.
B.- REDUCCIÓN EN LA FUENTE (TECNOLOGÍAS LIMPIAS)
-
Conservación de pieles en frío
-
Pelambre sin destrucción del pelo
-
Desencalado con CO2 o con otras sales libres de amonio
-
Cambio de lacas en base solvente a lacas en base agua
-
Reemplazo de biocidas y tensoactivos no biodegradables en el remojo por enzimas y controles de tiempo y temperatura.
-
Uso de curtido al cromo de alto agotamiento
-
Reemplazo del lavado con fulón abierto por lavado en fulón cerrado
-
Uso de válvulas de corte automático en mangueras Reciclo/reuso/recuperación
-
Recuperación de cromo por precipitación
-
Re-uso de baños de enjuague
-
Recirculación baño de curtido agotado
-
Recirculación enjuague desencalado y purga al remojo
-
Recuperación de sal antes del enjuague
-
Re-uso de baño de pelambre
-
Uso de viruta de cuero en fabricación de cuero aglomerado
Fuente: Corporación de Investigación Tecnológica, INTEC-CHILE. Proyecto .Generación de capacidades nacionales en tecnologías aplicables a residuos industriales líquidos. 1997.
A.- BUENAS PRÁCTICAS
Las buenas prácticas de operación consisten en eliminar aquellas prácticas que reducen la eficiencia de los procesos en cuanto a consumo de reactivos, energía, tiempo, etc. Las buenas prácticas incluyen además la mantención de la limpieza de la planta y evitar acumular desperdicios, ya que los residuos sólidos y líquidos de la curtiembre son altamente putrescibles, siendo fuente de posibles infecciones y malos olores.
- Capacitación
La capacitación permanente de los operadores en seguridad industrial, salud ocupacional y en el proceso mismo, permitiría disminuir la posibilidad de derrames y accidentes. Dentro de esta materia está la confección de hojas de vida para la mantención y limpieza de equipos y recipientes, manuales de procedimiento ante emergencias de maquinarias y emanaciones tóxicas. El punto de las emanaciones peligrosas es importante si se considera el uso de sulfuro de sodio en el proceso de depilado de las pieles. Este reactivo puede provocar en ciertas condiciones la generación de ácido sulfhídrico, gas altamente tóxico. Luego, es recomendable la capacitación sobre el manejo de efluentes con alguna carga importante de sulfuros con el fin de evitar posibles intoxicaciones.
Por otro lado, las curtiembres pueden incentivar la transferencia de lo aprendido en la capacitación, realizando adecuaciones a sus instalaciones, por ejemplo colocando envases junto a las máquinas de descarne y raspado para la recepción de los residuos sólidos o instalando sistemas de eliminación de polvo del lijado, entregando y exigiendo el uso de equipos de seguridad, etc.
Otros puntos importantes son el almacenamiento adecuado de los reactivos químicos y la ventilación de los lugares donde se trabaja con solventes.
- Mantención de equipos e instalaciones
Una mantención preventiva puede evitar muchos problemas en los equipos. Por ejemplo, las malas condiciones de aislación de los fulones pueden provocar fugas de agua en las puertas y en los costados o si las cañerías y válvulas no han sido renovadas pueden presentar muchos puntos de fuga de agua. Una mantención preventiva puede evitar muchos problemas en los equipos. Por ejemplo, las malas condiciones de aislación de los fulones pueden provocar fugas de agua en las puertas y en los costados o si las cañerías y válvulas no han sido renovadas pueden presentar muchos puntos de fuga de agua.
Otro tema importante es la mantención del orden y la limpieza en las instalaciones de planta. La acumulación de residuos sólidos, envases, reactivos y materiales de desecho entre los fulones y máquinas puede generar peligros de accidentes o de incendios. Además, los residuos sólidos y líquidos de las etapas anteriores al curtido son altamente putrescibles, luego deben ser rápidamente retirados de los sitios de trabajo, ya que son fuente de posibles infecciones y malos olores dentro de la planta.
- Segregación de corrientes de residuos
La segregación de corrientes de residuos es la primera etapa dentro de un plan de manejo de los residuos generados en una empresa. Esta segregación permite evaluar cuantitativamente y separar los residuos por clases. La gran mayoría de las curtiembres aún mezclan sus residuos líquidos en las canaletas principales de conducción hasta el punto de eliminación a la red de alcantarillado público. Lo anterior, evita la posibilidad de tratar los residuos líquidos en forma separada para atacar los contaminantes específicos de cada efluente o para recuperar algún reactivo valioso.
Ocurre una situación similar en los residuos sólidos. Esto se debe a la mezcla de residuos altamente biodegradables como pedazos de piel y grasas con residuos no biodegradables como virutas, recortes y polvo de cuero curtido. Situación que se puede modificar fácilmente, ya que los residuos se generan en distintos lugares.
También la segregación permite realizar otras medidas de reducción en la fuente como es el caso del reuso de los licores gastados en procesos anteriores o en el mismo proceso, previa recomposición del baño.
- Ahorro de agua e insumos
El consumo en promedio de agua de una curtiembre en Chile varia desde 40 a 80 m3/ton. Por otro lado, si una curtiembre implementa un sistema de control de uso de agua puede bajar a niveles de 12 a 37 m3/ton de piel de vacuno. Ante estos antecedentes, existen grandes posibilidades de bajar la cantidad de agua que usan.
Una de las primeras medidas a implementar para reducir el consumo de agua es cambiar la forma de enjuague, evitando el enjuague a puerta abierta y usando el enjuague a puerta cerrada. El enjuague a puerta cerrada es más eficiente en la limpieza de las pieles y puede usar hasta 5 veces menos agua que el enjuague a puerta abierta.
La reducción del exceso de consumo de agua requiere un entrenamiento de los trabajadores, junto a la instalación de medidores de flujo y de equipos de control de nivel de agua en las tinas antes de su ingreso al proceso productivo (o simples válvulas de paso), y a un claro conjunto de prácticas y reglas escritas para los operadores (ej.: cuando limpiar, lavar, descargar, etc.). También, como se mencionó anteriormente es importante la mantención de las líneas de agua y válvulas y de los fulones con el fin de evitar pérdidas por fugas y derrames.
Otra ventaja de la optimización en el uso del agua en los procesos es la generación de menores volúmenes de aguas residuales. Luego, las instalaciones de tratamiento al final del proceso serán menores y las inversiones requeridas disminuirán en forma considerable.
Por ejemplo, en la mayoría de las plantas de curtido sólo el 50% del agua consumida es usada en el procesamiento directo del cuero. El resto se consume en las etapas de lavado, sobreflujos en los estanques, lavado de pisos y estanques, etc. La reducción del exceso de consumo de agua requiere un entrenamiento de los trabajadores, junto a la instalación de medidores de flujo (o simples válvulas de paso), y a un claro conjunto de prácticas y reglas escritas para los operadores (ej.: cuando limpiar, lavar, descargar, etc.).
En síntesis algunas de las buenas prácticas incluyen las siguientes actividades:
- Eliminar el uso innecesario del agua, por ejemplo cuando dejan las mangueras abiertas, sin usarlas.
- Reducir la pérdida de productos químicos, por derrames y accidentes. Mediante la promoción de los métodos más seguros para el manejo de químicos.
- Preparar un programa de control de derrames y de limpieza en la planta.
- Reparar oportunamente las fallas en los equipos, e
- Instalar dispositivos automáticos para detectar emanaciones peligrosas de gases.
B.- REDUCCIÓN EN LA FUENTE (TECNOLOGÍAS LIMPIAS)
La reducción de la contaminación en origen puede ser más compleja al implementar las llamadas tecnologías limpias. Se definen como tecnologías limpias a una serie de procesos productivos que contribuyen a hacer más eficiente los métodos de producción mediante el ahorro de energía y materias primas y la reducción de emisiones contaminantes al aire, agua y tierra.
De lo anterior se deduce que las tecnologías limpias son cambios de proceso, materias primas e insumos, que permiten reducir la contaminación. En la industria de curtiembres las alternativas más promisorias van por el lado de la recuperación o total agotamiento del cromo y reemplazo de otros reactivos químicos y un buen método de pretratamiento de la piel bruta.
a.- Sustitución del cromo por otros agentes de curtido
Se ha probado con éxito relativo el curtido del cuero con agentes de curtido distintos a las sales de cromo o agentes vegetales. Algunos de ellos son menos tóxicos para el ambiente como:
-
Sales de aluminio, las cuales tienen la propiedad de dar un curtido incoloro. Su desventaja es la poca estabilidad del curtido que se elimina por simple lavado. Por ello se usa en combinación con otras sales metálicas o agentes de curtido natural.
-
Sales de titanio, en la forma de sulfato de titanio. Se utiliza después de un pretratamiento con derivados de polisacáridos sobre la piel, para aumentar la reactividad de la sal de titanio. El curtido se realiza a pH ácido y dado lo inerte del titanio con respecto al ambiente, los residuos líquidos sólo requerirían una neutralización.
-
Sales de circonio, que entrega cueros más duros y ásperos. Es más caro que la curación con cromo y el control del proceso es más difícil.
El uso de combinaciones de agentes de curtido junto al cromo también se ha estudiado, pero normalmente produce cueros poco resistentes al agua caliente.
b.- Cambios en los productos químicos
El uso de productos químicos menos peligrosos para las personas y el medio natural ha ido de la mano de los adelantos realizados por los principales proveedores mundiales de reactivos químicos para curtiembres, como Bayer, Basf, Cromogenia, etc.
Estas empresas constantemente están presentando a las curtiembres nuevos desarrollos, principalmente en los productos químicos usados en las etapas de curtido y acabado de cueros.
Estos productos son menos tóxicos y contaminantes o tienen un mejor agotamiento en el cuero.
Algunos de ellos son:
-
Agentes de curtido al cromo de alto agotamiento (Ej. : Baychrom C) en vez de agotamiento normal (Chromosal y Baychrom A, B, F).
-
Agentes basificantes (Ej. : Plenatol) para mejorar el agotamiento del cromo.
-
Agentes desencalantes alternativos al sulfato de amonio. (Dermascal, dióxido de carbono).
-
Agentes enzimáticos que reducen el uso de sulfuro en el pelambre.
-
Lacas en base agua en vez de lacas en base a solventes.
-
Eliminación de uso de percloroetileno.
c.- Procesos que recuperan el pelo
Los procesos de pelambre involucran generalmente la destrucción del pelo, esto provoca que el efluente de esta etapa tenga una alta carga de DBO5, nitrógeno y sólidos suspendidos.
Los procesos que recuperan el pelo se basan en la inmunización del mismo mediante un agente químico o enzimático. Luego, el pelo es arrancado de raíz sin destruirlo y, posteriormente eliminado del fulón por filtración del baño. Lo anterior permitiría recuperar el pelo y reducir la carga de contaminantes en el agua.
d.- Descarnado antes del pelambre
El proceso de descarnado antes del pelambre permite entregar una piel más limpia al proceso de pelambre. El descarne elimina restos de carne y grasas que dificultan la buena penetración del sulfuro y la cal, permitiendo el mejor rendimiento de los reactivos y disminuyendo su uso.
e.- Alternativas para la preservación de las pieles
Se han investigado dos alternativas a la convencional preservación de pieles mediante el salado con cloruro de sodio. La primera, propuesta en la literatura, intenta preservar las pieles por cortos periodos de tiempo, usualmente no más de una semana. Los preservantes propuestos, además de la refrigeración, han sido: ácido bórico, cloruro de zinc en combinación con hipoclorito, clorito o pentaclorofenato de sodio, y ácido acético en combinación con sulfito de sodio. La otra alternativa es no usar la preservación y trabajar con pieles frescas.
C.- RECICLAJE
Actualmente se están usando algunas técnicas en baños residuales en las industrias de curtiembres, con el fin de recuperar reactivos y disminuir la concentración de material contaminante en las descargas finales.
a.- Re-uso de agua de proceso
Cada proceso puede reducir considerablemente sus consumos de agua a través del uso de reciclos de agua de proceso. Este reciclo puede traer complicaciones en las plantas de curtido ya instaladas que posean poco espacio para nuevas cañerías y bombas, pero es una posibilidad para los nuevos proyectos de plantas. Los sistemas de reciclo más importantes en cuanto a su tamaño, requieren ser supervisados en forma permanente.
Algunos ejemplos son:
-
Re-uso de agua de enjuague y lavado relativamente limpia en otros procesos.
-
Re-uso de agua de enjuague, después del rendido y neutralización, en el remojo inicial de las pieles.
-
Re-uso del baño agotado de pelambre, previa filtración para crear un baño nuevo de pelambre.
-
Re-uso de agua de enjuague del encalado para el remojo inicial de las pieles, junto a las aguas del piquelado y de algún otro enjuague posterior. La ventaja de este sistema es que la alcalinidad residual del encalado actúa acelerando la operación del remojo inicial.
-
Re-uso indefinido del baño agotado del curtido vegetal, el cual permite ahorros en el uso de taninos. Este baño debe ser limpiado mediante simple filtración.
-
Re-uso del baño agotado de curtido al cromo, previo un pretratamiento para eliminar las grasas y fibras, en el piquelado o en un nuevo proceso de curtido.
b.- Recuperación y re-uso del cromo por precipitación
Las técnicas aplicadas para la recuperación del cromo en los baños de curtición se basan en la precipitación de éste en forma de hidróxido, por la adición de un álcali en las condiciones adecuadas. Los lodos de hidróxido de cromo generados se separan por decantación para, finalmente, a través de una redisolución de éstos en ácido, obtener licores lo suficientemente concentrados, con las condiciones que los haga aprovechables para el curtido de pieles.
c.- Recuperación de residuos sólidos
En el tema re-uso de residuos sólidos se puede destacar la recuperación de la sal que traen las pieles saladas, mediante el simple golpeteo manual, antes de ingresarlos al proceso o mediante acción mecánica en una hormigonera especial. Esta sal recuperada se suele usar en el proceso de piquelado.
Por otro lado, existe la posibilidad de usar los residuos provenientes del raspado de cueros wet-blue y los residuos de suela para producir el cuero aglomerado (Lefa). Otra alternativa para estos residuos es descurtirlos mediante acción biológica o química y recuperar cromo y proteínas.
Finalmente, las curtiembres pueden pagar a empresas para que retiren sus residuos grasos provenientes del descarne. Estas empresas recuperan las grasas mediante la cocción de los residuos. Dependiendo de la calidad de la grasa recuperada, se usan para hacer jabones o alimento animal.
D.- TRATAMIENTO
a.- Tratamiento De Residuos Líquidos
Las técnicas de reducción en la fuente y de reciclo/reuso/recuperación permiten bajar en forma considerable el tamaño de una planta de tratamiento de residuos líquidos. Al disminuir el volumen total de efluente a tratar y segregarlos para atacar contaminantes específicos. Se indican los requerimientos mínimos que debe tener una planta de tratamiento primario y una planta de tratamiento secundario para una curtiembre y luego, una breve descripción de algunos de ellos :
Tratamiento del baño de pelambre
Los baños de pelambre neutralizados liberan ácido sulfhídrico, gas altamente tóxico, por lo que deben ser tratados en forma separada. Algunas posibilidades de tratamiento son las siguientes:
-
Oxidación catalítica de sulfuros: Consiste en la aireación del efluente en presencia de un catalizador de manganeso (sulfato o cloruro), en concentraciones de 100 ppm de manganeso y pH alrededor de 10. La aireación puede realizarse en torres altas, con aire inyectado en la base, por medio de difusores, o por aireación superficial.
-
Precipitación directa: Consiste en la adición de sulfato ferroso y cloruro férrico al efluente, para que precipite el sulfuro. El tratamiento debe realizarse a pH bajo, para evitar la precipitación de los hidróxidos metálicos. Los volúmenes de lodos producidos son importantes. Existen otras técnicas para eliminar el sulfuro de los efluentes como la acidificación y la oxidación con cloro o peróxido de hidrógeno.
Tratamiento del baño de curtido al cromo
La remoción del cromo se realiza simplemente por la precipitación con cal de su hidróxido a pH sobre 8 y, si es necesario, la adición de algún coagulante y floculante (sales de aluminio y polielectrólitos). Este método solo transfiere el problema del cromo de una fase líquida a otra sólida. Luego las necesidades de tratamiento dependerán de la normativa existente para las concentraciones de cromo en los lodos generados. Por ello, el reciclo del cromo se ve como la mejor alternativa, ya que genera lodos prácticamente libres de cromo.
Tratamiento físico-químico para la remoción de sólidos y DBO
Los tratamientos físico-químicos convencionales consisten en la adición de agentes coagulantes, como sulfato de aluminio o cloruro férrico, seguido por una sedimentación, manejo y disposición de sólidos. Las dosis de reactivos y el pH del tratamiento se determinan mediante ensayos de laboratorio (jar-test). La eficiencia de coagulación puede ser mejorada por la adición de polielectrolítos floculantes en bajas concentraciones (< 10 ppm). Estas tecnologías permiten la remoción de hasta un 95% de sólidos suspendidos y 70% de la DBO total del efluente.
Tratamiento biológico
Los tratamientos biológicos eliminan principalmente la DBO y los sólidos suspendidos de los efluentes. Estos parámetros a menudo quedan sobre la norma después de un tratamiento fisico-químico convencional.
Para este tipo de tratamiento existen las siguientes posibilidades:
-
Filtros biológicos
-
Lodos activados
-
Lagunas biológicas
b.- Tratamiento de Residuos Sólidos
La gran mayoría de las curtiembres acumulan sus residuos sólidos en planta y luego los envían mezclados a los vertederos municipales. Como se indicó en los puntos anteriores, algunos de estos residuos podrían tratarse para recuperar productos valiosos como : proteínas, cromo aceites y grasas. En este punto se puede destacar la escasa información que se tiene sobre la disposición adecuada de los residuos sólidos no biodegradables de la curtiembres. Estos residuos sólidos poseen un contenido de cromo de aproximadamente 3% en peso y no existe una legislación que indique la forma adecuada para la disposición de estos residuos, ni existen vertederos que cumplan con las especificaciones de confinamiento de estos residuos. Luego, el tema de disposición segura de estos residuos requiere ser urgentemente abordado, ya que actualmente la disposición de estos residuos se está realizando en forma no controlada en casi toda Latinoamérica.
5.- RESULTADOS DE LA EVALUACIÓN DE OPCIONES A TRAVÉS DEL PLAN PILOTO
El objetivo de la experiencia piloto fue la reducción de cargas contaminantes a través de la aplicación de tecnologías de producción limpia (reemplazo de insumos y/o modificaciones en el proceso), manteniendo o aumentando la calidad del cuero.
Para ello, se trabajó con 2 empresas Chilenas de la Región Metropolitana, procesadoras procesadoras de cuero de vacuno.
Las experimentaciones fueron:
-
Modificación de productos químicos en el baño de pelambre con recuperación de pelo, con el fin de reducir la presencia de sulfuro y DBO5
-
Modificación de productos químicos en el desencalado , con el fin de reducir la presencia de nitrógeno amoniacal.
-
Modificación de productos químicos en el curtido, con el fin de la presencia de cromo en efluente
Resultado:
-
Los valores resultantes de los ensayos de resistencia al desgarro, a la tracción, distensión y carga de fisura, distinción y carga de rotura, estuvieron por sobre lo solicitado para la fabricación de zapatos de seguridad.
-
De acuerdo a una inspección visual, el proceso de remojo y pelambre entregó como resultado cueros muy lisos, de un hinchamiento controlado y apropiado, de un color más claro, más blando y con una turgencia media.
-
Se cumplió con el objetivo de conseguir cueros más limpios, claros y blandos y sobre todo su lisura (que redunda en conseguir de un 1% a 4% más de área).
-
Se redujo en un 46% la DBO5 en el efluente con un sistema de pelambre sin destrucción de pelo.
-
Se redujo en un 50% el Sulfuro en un sistema de pelambre sin destrucción de pelo.
-
Se redujo en un 62.8% el Nitrógeno Amoniacal en el efluente con un sistema de desencalado sin sulfato de amonio.
-
Se redujo en un 32.7% el cromo en el efluente con un sistema de alto agotamiento de cromo.
En esta experiencia se realizó una evaluación de la modificación de los productos químicos, obteniendo como resultado.
TABLA N°4
COMPARACIÓN DE COSTOS POR PIE2
(PIE2) DE PRODUCTO SEMI-TERMINADO FINAL DEL PROCESO
|
Proceso
|
Proceso Convencional
|
Procedimiento Prod. Limpia (*)
|
|
Remojo
|
4,93
|
3,81
|
|
Pelambre
|
8,07
|
8,91
|
|
Desenc.-Pur
|
9,70
|
8,73
|
|
Picl.-Cur
|
28,20
|
24,69
|
|
Total
|
50,9
|
46,14
|
(*):Costos de un proceso aplicando producción limpia con productos de acuerdo a alternativas existentes en plaza
(*): Precio en PESOS CHILENOS al año 1998
De los resultados se puede inferir que es posible realizar un proceso aplicando producción limpia en forma más económica que el proceso convencional. Esto se debe por el empleo de:
-
Diferente concentración de las enzimas. (diferencia de hasta $2.59)
-
Diferente concentración de los reductores (diferencia de hasta $2.19)
-
Diferentes productos desencalantes (diferencia de hasta $9.45)
-
No se presentan grandes diferencias de costo entre el proceso de piquelado-curtido
6.- RESULTADOS DE UNA IMPLEMENTACIÓN DE PL
El objetivo fue reducir la carga contaminante manteniendo o aumentando la calidad del cuero a través de la implementación de opciones de tecnologías de Producción Limpia.
Las opciones propuestas fueron:
A continuación se presentan los resultados económicos de acuerdo a las siguientes opciones:
N°1: Modificación de Productos químicos
N°2: Modificación de Productos químicos + recirculación de baño de cromo (N°1)
N°3: Modificación de Productos químicos + oxidación de súlfuro (N°2)
N°4: Modificación de Productos químicos + oxidación de súlfuro (N°2) + recirculación de baño de cromo (N°1)
Criterios de evaluación (1)
| OPCIÓN |
INVERSIÓN
(M$) |
VAN
(M$) |
TIR |
PRI |
| N° 1 |
(2) |
110.179 |
- |
0 |
| N° 2 |
8.400 |
105.462 |
285% |
4 meses |
| N° 3 |
15.400 |
105.797 |
164% |
7 meses |
| N° 4 |
23.800 |
101.129 |
108% |
11 meses |
(1) Los valores de cada criterio de de evaluación económica, están calculados de acuerdo al tamaño, condiciones, características y niveles de producción específicas en la empresa en la cual se realizaron las implementaciones, por lo cual no deben extrapolarse directamente a otras unidades productivas del rubro.
(2) No existe inversión dado que representa un cambio en la estructura de costos variables de producción.
7.- RECOMENDACIONES
A.- IMPLEMENTANDO EL CONCEPTO DE GESTIÓN AMBIENTAL EN EL RUBRO CURTIEMBRES
Para que las empresas sean realmente eficaces en su comportamiento ambiental, las acciones deben ser conducidas dentro de un sistema de gestión estructurado e integrado a la actividad general de la industria. Ello con el objeto de ayudar al cumplimiento de sus metas ambientales y económicas basados en el mejoramiento continuo. En el ámbito internacional los estándares ISO 14.000 regulan la gestión ambiental dentro de la empresa, en lo que respecta a la implementación de un sistema de gestión ambiental y auditorías ambientales a la empresa, entre otros. En particular, la Norma ISO 14.000 .Sistemas de Gestión Ambiental., especifica los requisitos para un sistema de gestión ambiental. Esta norma se aplica a toda organización o empresa que desee:
-
Mejorar la calidad de procesos y productos aumentando la eficiencia
-
Disminuir los costos, producto de un uso más eficiente de la energía y los recursos
-
Aumento de la competitividad
-
Acceso a nuevos mercados
-
Reducción de riesgos
-
Mejoramiento de las condiciones laborales y de salud ocupacional
-
Mejoramiento de las relaciones con la comunidad, autoridades y otras empresas
La implementación de sistemas de gestión ambiental, permitirá a la empresa anticiparse a las regulaciones ambientales más estrictas, permitiendo que el ajuste a la nueva realidad legislativa se realice de manera gradual y mediante cambios en los procesos de producción, no sólo recurriendo a grandes inversiones en plantas de tratamiento de residuos.
a.- Planificación de la implementación de gestión ambiental
-
Aspectos ambientales
Los aspectos ambientales son elementos de una actividad de la curtiembre, productos o servicios, los cuales interactúan con el ambiente. Un aspecto ambiental significativo tiene un impacto significativo sobre el ambiente.
Los aspectos ambientales incluyen todas las etapas de proceso comenzando con la compra hasta el acabado del cuero, incluso la generación de agua caliente.
Dentro de este marco se pueden definir los aspectos que tienen un impacto clave sobre el ambiente. En curtiembre estos aspectos claves son:
-
el cromo: usado durante el curtido, desaguado del wet-blue, dividido del wet-blue, raspado, recorte wet-blue, recurtido, desaguado de cuero teñido, lijado, recorte de cuero terminado - incluyendo todos los residuos y efluentes generados en estas etapas,
-
el sulfuro: usado en el proceso de pelambre
-
los baños de enjuague y la generación de vapor y/o agua caliente
-
Definición de Objetivos y metas
Los objetivos y las metas se definen para cada etapa relevante del proceso, considerando los requerimientos legales y otros aspectos, las opciones tecnológicas y las necesidades operacionales. El objetivo de la Gestión Ambiental en la curtiembre es:
Proteger el ambiente y ahorrar recursos naturales, así como aumentar la eficiencia del proceso, mediante:
-
reducción de la contaminación y prevención en origen
-
uso sustentable de los recursos
-
reciclo de residuos y subproductos, y
-
manejo seguro de los residuos, en especial de los residuos peligrosos
Metas apropiadas para ser propuestas en vista de los aspectos ambientales claves:
-
Número personas en cada unidad
-
Reducción del consumo de energía (% por ton de piel (ej. en caldera) por año)
-
Reducción del consumo de agua (% por ton de piel por año)
-
Cumplimiento con los estándares (propias de cada país) de descarga de riles
-
Reducción de DBO, DQO, etc. (% por ton de piel por año)
-
Substitución de productos químicos peligrosos
-
Manejo apropiado de residuos sólidos y/o subproductos (% de intercambio por año)
-
Cambios en el proceso/tecnología a procesos/tecnologías de menor generación de residuos
-
Cumplimiento con los estándares internacionales de residuos peligrosos
-
Optimización del proceso productivo aumento de la eficiencia por año
-
Mejoramiento de las prácticas productivas y mantenimiento
-
Generación de procedimientos de emergencia en las unidades de operación
Los detalles deberán ser definidos por la Gerencia. Las metas indicarían calidad y cantidad o monto total, además del alcance y el tiempo requerido.
b.- Implementación de la Gestión Ambiental
La implementación de Gestión ambiental en una curtiembre debería tocar a lo menos, los siguientes puntos:
-
Entrenamiento, Conocimientos y Competencia
-
Documentación
-
Comunicación
-
Uso de Materias Primas
-
Uso de insumos y Productos Químicos Peligrosos
-
Uso de Energía (consumo y eficiencia)
-
Utilización del Agua (consumo, reciclo, re-uso)
-
Descarga de Residuos Líquidos (calidad y cantidad)
-
Emisiones al aire
-
Emisión de olores
-
Residuos Peligrosos (cantidad, tipo y disposición)
-
Residuos Sólidos (cantidad, tipo y disposición)
-
Tecnología (estado, control, eficiencia) en operación
-
Prácticas Productivas, Mantención
-
Medidas de Emergencia
B.- IMPLEMENTANDO OPCIONES DE PREVENCIÓN DE LA CONTAMINACIÓN EN EL RUBRO CURTIEMBRES
La prevención de la contaminación en el rubro Curtiembres puede ser llevado acabo mediante la implementación de medidas tales como:
Buenas prácticas
-
Políticas de personal: capacitación, uso de incentivos
-
Medidas para incluir mejoras en los procedimientos: sistemas de documentación adecuados, optimización de manejo y almacenamiento de materias primas y control de inventario, programación de producción
-
Medidas de prevención de pérdidas
-
Segregación de residuos
Reducción en origen
-
Sustitución del cromo por otros agentes de curtido
-
Cambios en los productos químicos
-
Procesos que recuperan el pelo
-
Descarnado antes del pelambre
-
Alternativas para la preservación de las pieles
Reciclaje
-
Re-uso de agua de proceso
-
Recuperación y re-uso del cromo por precipitación
-
Recuperación de residuos sólidos
Tratamientos al final del proceso
|
